球墨铸铁是一种具有优良机械性能的灰口铸铁。一般在浇注之前,在铁液中加入少量球化剂(通常为镁、稀土镁合金或含铈的稀土合金)和孕育剂(通常为硅铁),使铁水凝固后形成球状石墨。此种铸铁的强度和韧性比其他铸铁高,有时可代替铸钢和可锻铸铁(malleablecastiron),在机械制造工业中得到了广泛应用。球墨铸铁在国外是1947年用于工业生产的。
一、球铁件生产难点
此类铸件因断面厚大冷却缓慢,金属液体凝固时间长,铸件内部很容易产生缩松。
生产铁素体球墨铸铁时,为了获得较高的抗拉强度、屈服强度和延伸率,以往均要进行铁素体化热处理,热处理温度是根据铸态组织中是否存在游离渗碳体或珠光体,而采用900-950℃的高温热处理。但生产成本高,工艺复杂,生产周期长,给生产组织以及交货期带来非常大的困难,这就要求必须在铸态下获得铁素体基体。因此生产这种材料的难点主要有以下几方面:
a.铸件要进行指定区域的射线探伤,如何解决铸件的内部缩松;
b.如何保证在铸态下获得铁素体基体90%以上;
c.如何使材料有足够的抗拉强度和屈服强度;
d.如何获得足够的延伸率(>18%),在合金化处理后,获得规定的延伸率;
c.采用最优的合金化处理工艺。
二、厚大断面铸态铁素体球墨铸铁件的质量控制技术
1.化学成份的控制
1)C、Si、CE的选择
由于球状石墨对基体的削弱作用很小,故球墨铸铁中石墨数量的多少,对力学性能的影响不显著,当含碳量在3.2%~3.8%范围内变化时,对力学性能无明显的影响。所以过程中确定碳硅含量时,主要考虑保证铸造性能,将碳当量选择在共晶成分左右。具有共晶成分的铁液的流动性能最好,形成集中缩孔的倾向大,铸件组织的致密度高。但碳当量过高时,容易产生石墨漂浮的同时,一定程度上对球化有影响,主要表现在要求的残余Mg量高。使铸铁中夹杂物的数量增多,降低铸铁性能。
硅球墨铸铁中使铁素体增加的作用比灰铸铁大,所以硅含量的高低,直接影响球墨铸铁基体中的铁素体量。硅在球墨铸铁中对性能的影响很大,主要表现在硅对基体的固溶强化作用的同时,硅能细化石墨,提高石墨球的圆整度。所以球铁中的硅含量的提高,很大程度上提高强度指标,降低韧性。球墨铸铁经过球化处理过的铁液有较大的结晶过冷和形成白口倾向,硅能够减少这种倾向。但是硅量控制过高,大断面球铁中促使碎块状石墨的生成,降低铸件的力学性能。资料显示,球墨铸铁中硅以孕育的方式加入,一定程度上提高性能。
根据上述分析,从改善铸造性能的角度出发,铁水的碳当量选在共晶点附近最好,此时铁水的流动性最好,集中缩孔倾向较大,易于补缩等。但碳当量过高会引起石墨漂浮,石墨漂浮层的厚度会随着碳当量的增加而加厚。应当指出,碳当量太高是产生石墨漂浮的主要原因,但不是唯一的原因,铸件大小、壁厚、浇注温度也是一些重要因素。
碳当量、铸件壁厚和石墨漂浮三者的关系,显然铸件壁薄碳当量可以选择得高一些,不会出现石墨漂浮,相反厚大铸件的碳当量应当选得低些。总之碳当量上限以不出现石墨漂浮为原则,下限以不出现渗碳体,保证完全球化为准,在这样的前提下,应尽可能提高碳当量以便获得致密的铸件。
2)锰(Mn)
锰在球墨铸铁中起的作用与灰铸铁不同。灰铸铁中,锰除了强化铁素体和稳定珠光体外,还能减少硫的危害作用。球墨铸铁中,球化元素具有很强的脱硫能力,锰不再具有这种作用。由于锰具有严重的正偏析倾向,往往富集于共晶团晶界处,促使形成晶间碳化物,显著降低球墨铸铁的韧性。对厚大断面球铁来说,锰的偏析倾向更严重。同时锰含量的提高,基体中的珠光体含量提高,所以提高了强度指标的同时,降低韧性。对高韧性球墨铸铁中锰含量控制应更严格。
因此,在原材料可能的情况下Mn越低越好。对与大型铸件锰的控制上限为Mn<0.3%。
3)磷:
磷在球墨铸铁中有严重的偏析倾向,易在晶界处形成磷共晶,严重降低球墨铸铁的韧性。磷还增大球墨铸铁的缩松倾向。当要求球墨铸铁有高的韧性时,应将磷控制在0.06%以下。
4)硫:
球墨铸铁中的硫与球化元素有很强的化合能力,生成硫化物和硫氧化物,不仅消耗球化剂,造成球化不稳定,而且还使夹杂物数量增多,球化衰退速度加快。熔炼中硫涉入从增碳剂中,过程控制尽可能降低原材料中硫含量的同时,采取炉前脱硫措施。
用Re―Mg合金处理后,一般硫的残留量S<0.02% ,这对球化衰退和硫化物夹渣都没有影响,当原铁水中的S>0.02%时,必须采用脱硫处理。
5)钼:
Mo提高了材料的高温强度和常温强度,由于的使用,容易形成一定量的珠光体和碳化物,降低韧性,对于有Mo合金化的球墨铸铁,材料规范要求Mo含量0.3~0.7%控制。
6)镁和稀土的含量
镁是主要的球化元素,稀土具有脱硫,中和反球化元素,对Mg具有保护作用,提高铁水的抗衰退能力。但是稀土元素是碳化物形成元素,因此在保证球化良好的情况下尽可能控制稀土的残留量。Re=0.01~0.04%,Mg=0.03~0.06%时可以保证球化。
根据上述分析计算,最终确定化学成份如下:
C:3.3-3.8%;Si:2.2-2.7%;Mn:<0.30%;S<0.02%;Re=0.01~0.04%;Mg=0.03~0.06%,Mo:0.3~0.7%
三、熔炼控制
1.原材料的选择
铁素体球铁的生产,选择高纯的原材料是非常必要的,原材料中的Si、Mn、S、P含量要少(Si<1.0%, Mn<0.3% S<0.03%, P<0.03%),对Cu、Cr、Mo等一些合金元素要严格控制含量。由于很多微量元素对球化衰退最为敏感,如,钨、锑、锡、钛、钒等。钛对球化影响很大应加以控制,但钛高是我国生铁的特点,这主要与生铁的冶金工艺有关。
2.脱硫
原铁液含硫量决定球化剂的加入量,原铁液中的含硫量越高,则球化剂的加入量越多,否则不能获得球化良好的铸件。球化处理前原铁液中的S含量控制在0.02%以下。对球化处理前原铁液的含硫量高时,必须进行脱硫处理。
3.Mo合金处理:
Mo合金化处理,采用涡流工艺,加入量控制在0.5~1.0%,具体根据最终Mo含量进行调整。为了确保Mo的有效吸收,对合金的粒度应该严格要求。
4.球化剂和球化处理
生产厚大断面球铁件时,为了提高抗衰退能力,在球化剂中加入一定比例的重稀土,这样既可以保证起球化作用的Mg的含量,同时也可以增加具有较高抗衰退能力的重稀土元素,如,钇等。根据国内很多工厂的试验和生产实践,采用Re―Mg与钇基重稀土的复合球化剂作为厚大断面球铁件生产的球化剂是非常理想的,使用这种球化剂在我们公司的实际生产应用过程中也取得了很好的效果。据有关资料表明,钇的球化能力仅次于镁,但其抗衰退能力比镁强的多,且不回硫,钇可过量加入,高碳孕育良好时,不会出现渗碳体。另外,钇与磷可形成高熔点夹杂物,使磷共晶减少并弥散,从而进一步提高球铁的延伸率。在球化处理时,为了提高镁的吸收率,控制反应速度及提高球化效果,采用特有的球化工艺。对球化处理的控制,主要是在反应速度上进行控制,控制球化反应时间在2分钟左右。
对此采用中低Mg、Re球化剂和钇基重稀土的复合球化剂,球化剂的加入量根据残留Mg量确定。
球化衰退防止:球化衰退的原因一方面和Mg、RE元素由铁液中逃逸减少有关,另一方面也和孕育作用不断衰退有关,为了防止球化衰退,采取以下措施:A、铁液中应保持有足够的球化元素含量;C、降低原铁液的含硫量,并防止铁液氧化;C、缩短铁液经球化处理后的停留时间;D、铁液经球化处理并扒渣后,为防止 Mg、RE元素逃逸,可用覆盖剂将铁液表面覆盖严,隔绝空气以减少元素的逃逸。
5.孕育剂和孕育处理
球化处理是球铁生产的基础,孕育处理是球铁生产的关键,孕育效果决定了石墨球的直径、石墨球数和石墨球的园整度,为了保证孕育效果,孕育处理采用多级孕育处理。孕育处理越接近浇注,孕育效果越好。从孕育到浇注需要一定的时间,该时间越长,孕育衰退就越严重。为了防止或减少孕育衰退,采用以下措施:
A、使用长效孕育剂(含有一定量的钡、锶、锆或锰的硅基孕育剂);
B、采用多级孕育处理(包内孕育、孕育槽孕育、水口瞬时孕育等);
C、尽量缩短孕育到浇注时间。
孕育剂的加入量控制在0.6~1.4%,孕育剂加入量过少,直接造成孕育效果差,孕育量过大,导致铸件夹杂。
6.浇注工艺控制
浇注应采用快浇,平稳注入的原则。为了提高瞬时孕育的均匀性及防止熔渣进入型腔,水口盆的总容量应与铸件的毛重相当,浇注时将孕育剂放入水口盆中,将铁水一次全部注入水口,使铁水与孕育剂充分混合,扒去表面浮渣,提出水口堵浇注。
四、铸造工艺的控制原则
1)合理的铸造工艺是至关重要的因素,
2)通过铸造工艺对凝固时间加以控制,其原则是在厚大断面处放置冷铁来调节温度场加速铁水凝固。(同行业中有些工厂采用强制冷却工艺,既在使用冷铁的条件下再增加水冷或空气冷却等强制措施以强化铸件凝固,减少凝固时间,效果非常好。但有一定的危险性,技术要求高。除此之外,为获得铁素体基体开箱温度要控制 600℃以下。)
五、结果分析
根据上述工艺方法,在生产实践中完全可以在铸态下获得顾客标准要求,从图中可以看出基体完全为铁素体,球化等级为ASTM标准I-II级。
六、结论
通过对影响铸铁铁素体球铁的各个因素进行分析,对其进行控制,各项性能指标完全满足要求;在获得高的抗拉强度和屈服强度的前提下,得到高的延伸率;合理控制球化孕育工艺,铸态下得到全铁素体组织,避免后续的热处理。
即:
1.严格控制原材料,合理选择化学成份,减少干扰球化的元素含量。
2.采用有效的防衰退措施。
3.选择合理的铸造工艺。
4.合理的选择球化孕育处理方法
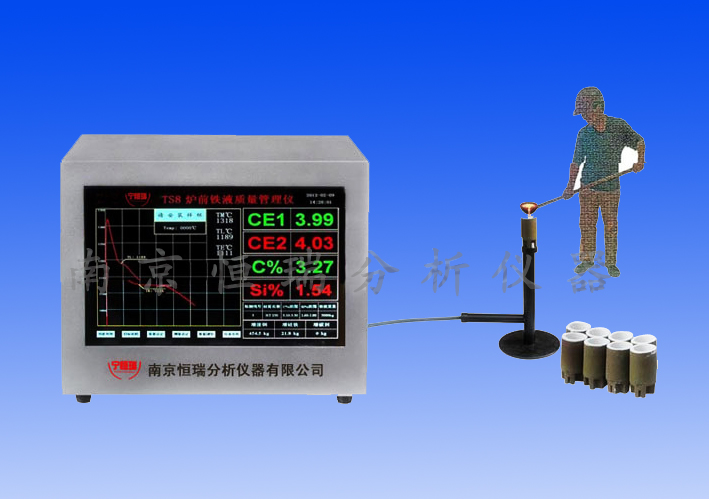
HR-QC08炉前铁水质量智能管理仪自动检测铁水牌号、碳当量、碳含量、硅含量、过冷度、球化率、抗拉强度等、自动绘制碳、硅、碳当量、初晶温度、共晶温度变化曲线图,为您把好铸件质量第一关。
联系方式、更多产品资料,请加公众微信号

南京恒瑞分析仪器有限公司
技术部
针对上述结论,严格控制球墨铸铁铸件的质量,需选用精准的元素分析仪器,对影响球墨铸铁铸件的元素含量,进行快速准确的检测。对炉前铁水中C、Si、CE的把控,也至关重要。我公司生产的HRD-1智能多元素分析仪检测功能庞大,采用进口传感器,精确检测铸件中的各元素含量。
HR-QC08炉前铁水质量智能管理仪自动检测铁水牌号、碳当量、碳含量、硅含量、过冷度、球化率、抗拉强度等、自动绘制碳、硅、碳当量、初晶温度、共晶温度变化曲线图,为您把好铸件质量第一关。
联系方式、更多产品资料,请加公众微信号